
హైడ్రాలిక్ గొట్టం విఫలం కావడానికి వేలాది కారణాలు ఉన్నాయి, కానీ తరచుగా, సరైన జాగ్రత్తలతో అత్యంత సాధారణ వైఫల్యాలను నివారించవచ్చు. ఈ రోజు నుండి, మేము గొట్టం వైఫల్యానికి అత్యంత సాధారణమైన ఎనిమిది కారణాలను మరియు వాటి నుండి ఎలా రక్షించుకోవాలో పరిచయం చేయబోతున్నాము, ఈ రోజు మనం హైడ్రాలిక్ గొట్టం వైఫల్యానికి కారణమైన వాటిలో ఒకదాన్ని పరిచయం చేయబోతున్నాము.
1. హోస్ ట్యూబ్ ఎరోషన్
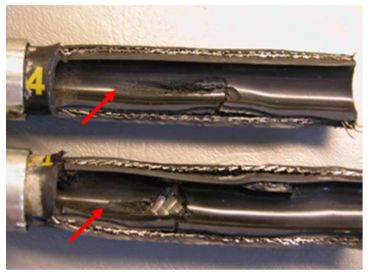
హైడ్రాలిక్ గొట్టం ట్యూబ్ కోత తరచుగా బాహ్య లీకేజీకి కారణమవుతుంది, ఇది హైడ్రాలిక్ గొట్టం సాధారణ పనికి పెద్ద సమస్య. ట్యూబ్ కోత సాధారణంగా ద్రవం యొక్క సాంద్రీకృత అధిక-వేగం ప్రవాహం లేదా ద్రవంలోని చిన్న కణాల ద్వారా సంభవిస్తుంది. చిత్రంలోని ఎరుపు బాణాలు కోత ప్రారంభాన్ని సూచిస్తాయి.
ట్యూబ్ కోతను నివారించడానికి, సిఫార్సు చేయబడిన గరిష్ట వేగాల ఆధారంగా సరైన గొట్టం పరిమాణాన్ని నిర్ణయించడానికి గొట్టం ఉత్పత్తుల విభాగం యొక్క ఫ్లో కెపాసిటీ నోమోగ్రామ్ను ఉపయోగించండి. అలాగే, గొట్టం అసెంబ్లీ ప్రవాహానికి చాలా గట్టిగా వంగలేదని మరియు గొట్టం లోపలి ట్యూబ్కు ద్రవ మాధ్యమం చాలా రాపిడిగా లేదని నిర్ధారించుకోండి. అసెంబ్లీ ప్రక్రియలో ప్రతి గొట్టం, అలాగే వ్యాసం కోసం ఇంజనీరింగ్ స్పెసిఫికేషన్లలో గుర్తించబడిన గరిష్ట వంపు వ్యాసార్థాన్ని అనుసరించడం చాలా ముఖ్యం.
మీరు హైడ్రాలిక్ గొట్టం R1AT R2AT 1SC 2SC 4SH 4SP 1ST 2ST మొదలైన హైడ్రాలిక్ గొట్టాలను కొనుగోలు చేసిన తర్వాత, మా హైడ్రాలిక్ హోస్ బెండ్ వ్యాసార్థం గురించి సందేహం ఉంటే, దయచేసి మమ్మల్ని సంప్రదించడానికి సంకోచించకండి. మా సేల్స్మ్యాన్ మరియు ఇంజనీర్లు మీ కోసం హైడ్రాలిక్ హోస్ డేటాను అందజేస్తారు. మేము హైడ్రాలిక్ గొట్టం ఆపరేషన్ మరియు గొట్టం అసెంబ్లీపై సాంకేతిక మద్దతు ఇవ్వగలము. ఎందుకంటే మన దగ్గర టాప్ ఇంజనీర్లు ఉన్నారు. హైడ్రాలిక్ గొట్టాల గురించి, సాధారణంగా మా కస్టమర్ మంచి వినియోగ అనుభవాలను కలిగి ఉంటారు మరియు మీకు ఆసక్తి ఉంటే, దయచేసి మమ్మల్ని నేరుగా సంప్రదించండి, మా హాట్ సేల్ ఉత్పత్తిని మీతో మరియు మీ గొట్టం మార్కెట్లో వృత్తిపరమైన మద్దతును పంచుకోవడానికి మేము సంతోషిస్తున్నాము.
సిఫార్సు చేయబడిన ప్రవాహ వేగాల వద్ద Att1 ప్రవాహ సామర్థ్యాలు
2. ద్రవ అనుకూలత

అన్ని ద్రవాలు మరియు హైడ్రాలిక్ గొట్టాలు అనుకూలంగా లేవు. లేకపోతే అద్భుతమైన నాణ్యమైన గొట్టంతో సరిపోని ద్రవాన్ని ఉపయోగించినట్లయితే, అది గొట్టం లోపలి నుండి విడదీయడం, ఉబ్బడం మరియు డీలామినేట్ చేయడం ప్రారంభించవచ్చు. గొట్టం విచ్ఛిన్నం మరియు లీక్ అయినట్లయితే, హైడ్రాలిక్ వ్యవస్థకు తీవ్రమైన రేణువుల కాలుష్యం సంభవించవచ్చు.
ఉపయోగంలో ఉన్న అన్ని హైడ్రాలిక్ గొట్టాలు వాటి ద్వారా నడుస్తున్న ద్రవాలకు అనుకూలంగా ఉన్నాయని నిర్ధారించుకోండి.
మీరు ఆర్డర్ చేసే గొట్టం తప్పనిసరిగా పంపబడే ద్రవానికి అనుగుణంగా ఉండాలి. ద్రవం లోపలి ట్యూబ్తో మాత్రమే కాకుండా, బయటి కవర్, ఫిట్టింగ్లు మరియు O-రింగ్లకు కూడా అనుకూలంగా ఉందని ధృవీకరించండి. మీ మాధ్యమం అనుకూలంగా ఉందని నిర్ధారించుకోవడానికి
Att2 గొట్టం యొక్క రసాయన నిరోధక చార్ట్ను తనిఖీ చేయండి
3. డ్రై గ్యాస్ / ఏజ్డ్ గ్యాస్

గొట్టాల లోపలి ట్యూబ్ వృద్ధాప్యం లేదా పొడి వాయువు కారణంగా అనేక చిన్న పగుళ్లను అభివృద్ధి చేస్తుంది. ఈ రకమైన వైఫల్యాన్ని గుర్తించడం కొన్నిసార్లు కష్టం ఎందుకంటే గొట్టం అనువైనదిగా ఉంటుంది, అయితే బాహ్య లీకేజీ సంకేతాలు ఉంటాయి. సాధారణంగా, అమరికలు కింద గొట్టం మీద పగుళ్లు ఏ సంకేతాలు లేవు.
పొడి లేదా వృద్ధాప్య గాలి సమస్యలను నివారించడానికి, మీ గొట్టం చాలా పొడి గాలికి రేట్ చేయబడిందని నిర్ధారించండి. ఈ అప్లికేషన్ల కోసం PKR లేదా EPDM రబ్బరు లోపలి ట్యూబ్లతో కూడిన హోస్లకు ప్రాధాన్యత ఇవ్వబడుతుంది.లేదా కవర్ రబ్బరు వద్ద పిన్ ప్రిక్ చేయండి.
4. రాపిడి

హైడ్రాలిక్ గొట్టాలు ప్రతిరోజూ కఠినమైన అప్లికేషన్ల ద్వారా ఉంచబడతాయి, ఇది చివరికి వారి నష్టాన్ని తీసుకుంటుంది. రోజూ తనిఖీ చేయకపోతే, రాపిడి వల్ల గొట్టం అసెంబ్లీ పగిలిపోయి లీక్ అవుతుంది. ఒక బాహ్య వస్తువు లేదా మరొక గొట్టం మీద గొట్టం ఎక్కువగా రుద్దడం వలన కవర్ మరియు చివరికి ఉపబల పొరలు పాడైపోతాయి.
కవర్ గొట్టాన్ని రక్షించడానికి ఉద్దేశించబడింది, కాబట్టి కవర్ లేదా ఉపబల పొరలకు నష్టం సంకేతాలు ఏదో తప్పు అని మిమ్మల్ని హెచ్చరించాలి.
రాపిడిని తగ్గించడానికి, కొన్ని గొట్టాలు గొట్టం కవర్ను తయారు చేసే పదార్థానికి ప్లాస్టిసైజర్లను జోడించాయి. నిర్దిష్ట సమస్య ప్రాంతాలు ఉంటే, గొట్టాన్ని రక్షించడానికి ప్లాస్టిక్ గార్డు లేదా నైలాన్ స్లీవ్ ఉపయోగించవచ్చు.
5. అధిక ఉష్ణోగ్రతలు మరియు వేడి వృద్ధాప్యం
గొట్టాలు తీవ్రమైన ఉష్ణోగ్రతలకు గురైనప్పుడు, అవి వాటి వశ్యతను కోల్పోవడం మరియు గట్టిపడటం ప్రారంభిస్తాయి. అధిక ఉష్ణోగ్రతలు ఎలాస్టోమెరిక్ లోపలి ట్యూబ్లోని ప్లాస్టిసైజర్లను విచ్ఛిన్నం చేస్తాయి, అది గట్టిపడుతుంది మరియు పగుళ్లు ఏర్పడుతుంది. సమయం గడిచేకొద్దీ, ఆ పగుళ్లు చివరికి గొట్టం వెలుపల చేరతాయి. మీరు గొట్టాన్ని తీసివేసి, మీరు దానిని వంగినప్పుడు పగిలిన శబ్దం చేస్తే లేదా అది వంగిన ఆకారంలో ఉంటే, అప్పుడు సమస్య వేడి వృద్ధాప్యం.
వేడి వృద్ధాప్యం యొక్క ప్రభావాలను తగ్గించడానికి, అధిక ఉష్ణోగ్రత ప్రాంతాలలో అనవసరంగా నడుస్తున్న గొట్టాలను నివారించండి మరియు గొట్టాలు తగిన నిరంతర ఆపరేటింగ్ ఉష్ణోగ్రత కోసం రేట్ చేయబడిందని ధృవీకరించండి. హీట్ ఎక్స్పోజర్ను నివారించలేకపోతే, గొట్టాలపై హీట్ గార్డ్లను ఉపయోగించడాన్ని పరిగణించండి.
6. కనిష్ట బెండ్ వ్యాసార్థం
Please pay much more attention to the వంపు వ్యాసార్థంపై , to avoid the hydraulic hose kinking problems.
కనిష్ట వంపు వ్యాసార్థం చేరుకోకపోతే గొట్టం సమావేశాలు సాపేక్షంగా త్వరగా విఫలమవుతాయి. ఈ చిత్రంలో, ఎర్రటి బాణంతో గుర్తించబడిన వంపు వెలుపలి భాగంలో ట్యూబ్ మరియు కవర్ భౌతికంగా చీలిపోయినట్లు స్పష్టంగా ఉంది. ట్యూబ్ మరియు కవర్ బెండ్ లోపలి భాగంలో ఎక్కడ కట్టబడి ఉందో నీలం వృత్తం సూచిస్తుంది.
వాక్యూమ్ లేదా చూషణ అనువర్తనాల్లో, బెండ్ వ్యాసార్థం మించిపోయినట్లయితే, గొట్టం వంపు ప్రాంతంలో ఫ్లాట్గా ఉండవచ్చు. ఇది ప్రవాహాన్ని అడ్డుకుంటుంది లేదా పరిమితం చేస్తుంది. వంపు తగినంత తీవ్రంగా ఉంటే, గొట్టం కింక్ కావచ్చు. కనీస వంపు వ్యాసార్థం గొట్టం వైఫల్యాలను నివారించడానికి, సిఫార్సు చేయబడిన వంపు వ్యాసార్థాన్ని ఒకటికి రెండుసార్లు తనిఖీ చేయండి. గొట్టం అసెంబ్లీలను భర్తీ చేయండి మరియు రూటింగ్, పొడవు లేదా ఫిట్టింగ్లను మార్చండి, అవి పాటించకపోతే ప్రచురించబడిన కనీస వంపు వ్యాసార్థంలో గొట్టాన్ని రూట్ చేయండి.
7. సరికాని అసెంబ్లీ
ఒక గొట్టం అసెంబ్లీ సరిగ్గా సమీకరించబడనప్పుడు, అది చాలా ప్రమాదకరమైన పరిస్థితులను సృష్టించవచ్చు.
గొట్టాలను పరిమాణానికి కత్తిరించినప్పుడు, వాటిని జాగ్రత్తగా శుభ్రం చేయాలి మరియు వదిలివేయబడిన రాపిడి చెత్త ద్వారా కలుషితం కాకుండా నిరోధించాలి. లోపలి ట్యూబ్ వీలైనంత శుభ్రంగా ఉండాలి మరియు ఫిట్టింగ్లు ముడతలు పెట్టిన తర్వాత గొట్టాల చివరలను బిగించాలి.
సిఫార్సు చేయబడిన చొప్పించే లోతును చేరుకోవడానికి ఫిట్టింగ్లను పూర్తిగా నెట్టాలి. గొట్టం చొప్పించే లోతు సరిపోకపోతే, ఫిట్టింగ్లు ఊడిపోతాయి, విఫలమైన గొట్టం అసెంబ్లీని వదిలివేయవచ్చు. ఫిట్టింగ్ షెల్లోని చివరి పట్టు పట్టుకునే బలానికి అవసరం.
8.Po లేదా రూటింగ్
హైడ్రాలిక్ గొట్టం వైఫల్యానికి మరొక ప్రధాన కారణం పేలవమైన రూటింగ్. సంభావ్య రాపిడి ప్రాంతం లేదా పైవట్ పాయింట్ ద్వారా గొట్టాన్ని రూట్ చేయడం మానుకోండి. ప్రత్యామ్నాయం లేనట్లయితే అధిక ఉష్ణోగ్రత ప్రాంతాల గుండా గొట్టాలను మార్చవద్దు. బక్లింగ్, కింక్స్ మరియు ఫెయిల్యూర్ను నివారించడానికి కనిష్ట వంపు వ్యాసార్థం చేరుకుందని నిశితంగా గమనించండి.
గొట్టం గణనీయమైన కదలికకు లోబడి ఉంటే, దాని ముగింపులో స్వివెల్ ఉపయోగించడాన్ని పరిగణించండి. క్లుప్తంగా చెప్పాలంటే, ప్రత్యామ్నాయ మార్గాలు, పొడవైన గొట్టాలు లేదా వేర్వేరు ఫిట్టింగ్లను అవసరమైన విధంగా ఉపయోగించండి మరియు తక్కువ మొత్తంలో రాపిడి లేదా వంపులను కలిగించే రూటింగ్ను ప్లాన్ చేయండి.
పోస్ట్ సమయం: మార్చి-16-2023



